LIQFITS: Mold
By using a carpenter's square, a vernier calliper, a tape measure and a plumb line I measured the entire set-up of the installation, and made a full-size drawing of it on my worktable. Because the position of the wheels, tubehead, chainrings, bottom bracket and seat were now known, it is easy to determine the curves for the frame. The wish to keep a straight chain-line (when the chain runs forwards) determents the lowest possible seat-height in combination with the wheelbase. Furthermore is the chain-line an important factor in determining the distance between the two frame-tubes. These frame-tubes run uninterupted from bottom-bracket-shell to the rear-wheelaxis. The chain crosses the frame at one point. Because I use a V-brake system and wanted it welded onto the frame, the frame had to bent inwards to make that possible. To avoid conflicts between chain and the rearfork, and to keep a small distance between the rear of the seat and the frame, the decision was made to bent the frame behind the seat upwards first before going down to the rear axis. This creates - with the 8mm or 5/16 inch connector-tubes - a very strong rearfork-like construction. After the sideview was finished, I drew the topview. After finishing all measuring and drawing I started constructing the mold. This was necessary for bending and welding of the 3 main-tubes of 22 mm / 0.86 inch.
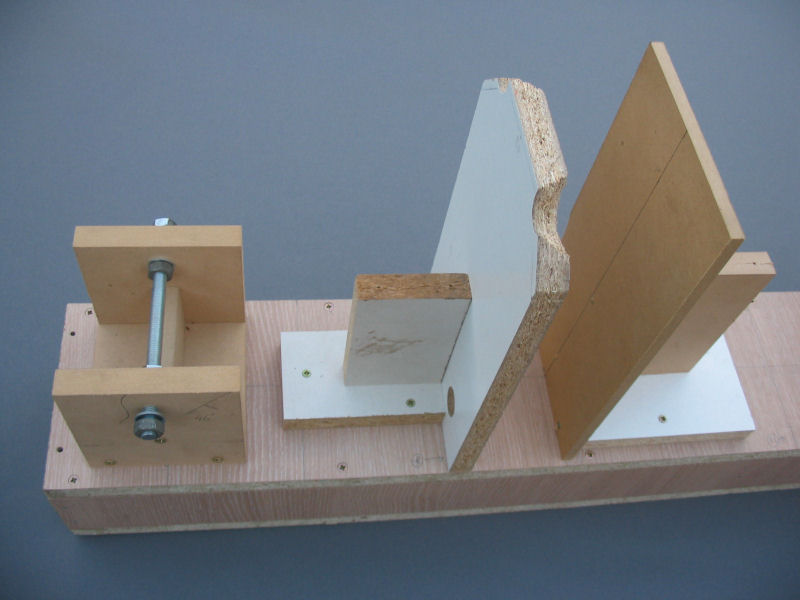
The rear part of the mold: The base of the mold is very solid to avoid deformation, when force is applied. The more precision that goes into making the mold, the more likely you get a good frame. The tubehead and the bottom of the middletube are standing at 90° with the base of the mold. The mold not only indicates the shape of the 3 main-tubes, but also the positions of all important details that needs to be welded onto the frame ( tubehead, V-brake position, derailleur hanger...).
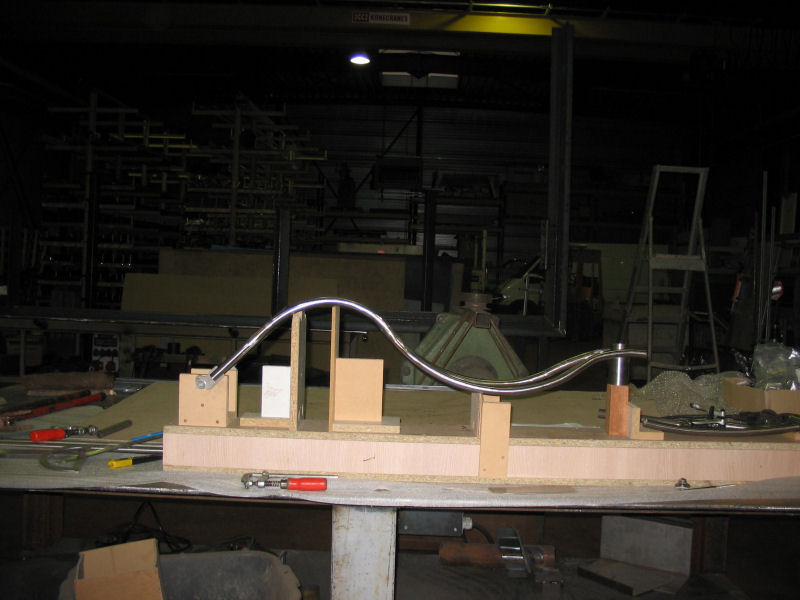
The derailleur hangers, which were fixed to the mold, were the base from which the bending of the frame started. The bending of the 22 mm / 0.86 inch wide tubes, by utilising different bending methodes and machines, proved to be a challenge, even to the experts. The seamless tube of 22 mm with a wallthickness of 1 mm was not able to bend without folding. So a part was replace with a tube of 1.3 mm wallthickness. The two tubes between the tubehead and the bottom-bracket-shell are the original 1 mm wal-lthickness tubes. This is because in this part the two 20 mm wide tubes need to be slid into.